1




| Спасибо: |
| Получено: 4,029 Отправлено: 7,778 |
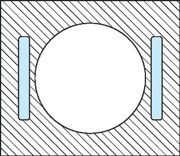
Ты не уловил главное. Станок обеспечивает равноемерное движение вверх/вниз, на дает перекососв в отличие от шуруповерта, давление на образив....Сообщение от Святослав48

Если соблюдать все требования к хонинговке, ДВС откатает 100-200 тысяч кМ. Если хон сделан неудачно, может и 1000 не пройти. Вот это тебе и подсказывали коллеги.
А так, я приветствую желание своими руками все сделать. Сам такой. Так что держись, не пропадай. Твой опыт полезен будет всем, кто смотрит форум.
Все, что я знаю про Паасат я почерпнул здесь. Сайт
Passat B5, 1998, МКПП,AHL С УВАЖЕНИМ, ВАСИЛИЙ.Добавить подпись- КАБИНЕТ-МОИ НАСТРОЙКИ-РЕДАКТИРОВАТЬ ПОДПИСЬ.


| Спасибо: |
| Получено: 10 Отправлено: 13 |
дед вот смотри: на нажатие абразивом я не имею влияния. там достаточно мощная пружина. единственное на что могу влиять это на точность размера. дальше на скорость оборотов могу повлиять что бы не заполировать поверхность. на что еще.... на появление задиров при закусывании бруска. выставил шурик на низкие обороты мощность патрона и крути медленно туда сюда. идем дальше: я выставил размер хона пружина его поддавливает.( пальцы прищемил ею....) как только цилиндр выходит в выставленный размер все) брусок перестает по ней шарошить) поэтому я еще раз спрошу: откуда у меня появилась труба с поверхностью напильника? я понимаю что вы с этой приспособой не работаете там станки все дела) но епть.... из 4 токарей что я привозил с города своего только один точно померил. начал замеры с поршня.... выставил нутрик по поршню + тепловой зазор и только потом полез.... и чует моя жопа что после их работы.... там реально будет труба с напильником...не то что я прям говорю что у меня все идеально.... но блин если вкосячу то хоть не запчалив деньги за шишку конскую)
--- Добавлено чуть позже ---
просто я сунулся с заменой цепи в чудо сервисы: задал вопрос как вы будете ее устанавливать? в одном сказали как было так поставим ну в другом хоть честно: в интернете посмотрим. то есть люди не знают как делать но берутся за работу.... причем ценник от 5 тысяч.... вот парни за 5 штук я сам в интернете посмотрюс вами пообщаюсь) все не так скучно)

| Спасибо: |
| Получено: 2,148 Отправлено: 89 |
Святослав48, ты так ничего и не понял...
так что , ответ исходя из увиденного меняется на - ставь столбик бу без разбора... денег меньше, проходит дольше
#Оживляющий гараж - ремонт и обслуживание VAG, мы в VK тел.8(926)110-9-300 11:00 до 20:00 ежедневно ул Краснобогатырская 2 стр 30 Ремонт АКПП, DSG и двигателей VAG
| Спасибо: |
| Получено: 4,029 Отправлено: 7,778 |
Ты не понял главного. Расточка и хонинговка цилиндров требуют высокой точности обработки. Она определяет не только ресурс обрабатываемых деталей, но и их поломку. Хон это не просто царапины.
Надеюсь твой ДВС заведется и поедет. Вот сколько он проедет, сколько масла будет кушать, зависит как раз от точности расточки и хонинговки.
Если патрон (шпидель) инструмента и его крепление гуляют - никогда не получишь хорошего качества обработки.
Passat B5, 1998, МКПП,AHL С УВАЖЕНИМ, ВАСИЛИЙ.Добавить подпись- КАБИНЕТ-МОИ НАСТРОЙКИ-РЕДАКТИРОВАТЬ ПОДПИСЬ.
| Спасибо: |
| Получено: 10 Отправлено: 13 |
я понял за что вы мне доказать хотите. что центр цилиндра относительно поршня сместился)
| Спасибо: |
| Получено: 43 Отправлено: 1 |
фильм можно снимать )))
audi st3,quattro
| Спасибо: |
| Получено: 10 Отправлено: 13 |
можно) вернусь с поездки сниму видео с замерами после этого чудо хона) потому что видимо словами доказать что эллипс я там не наточил и с размерами там нормально не получится) устал я перебрехиваться)
| Спасибо: |
| Получено: 56 Отправлено: 10 |
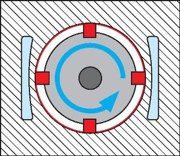
Вот только ты ни одним нутромером не прощупаешь кольцевые канавки,которые могла оставить твоя чудо приспособа при переходе с обработаной поверхности на необработанную.не учитываешь такой момент,что кольца будут спотыкаться в этих местах?у этой приспособы камни подпружинены,а значит имеют ход.почему же расточники не пользуются ими,а покупают хонинговальные головки,которые стоят денег???
Passat B5 99 г.в.двиг AHL/МКПП.с уважением Сергей.
| Спасибо: |
| Получено: 10 Отправлено: 13 |
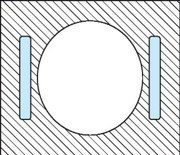
я понял о чем ты. порожки на гильзе. а вот для этого и сказано что не в одном месте покрутил и передвинул а плавными движениями по всей окружности цилиндра. а если покрутил передвинул покрутил там лесенка будет. и это только на гильзовку( помойку)

| Спасибо: |
| Получено: 67 Отправлено: 97 |
Интересно, сам додумался до этой приблуды или кто подсказал,? Разговаривал с людьми которые таким образом делали хон и ездят горя не знают.
Passat B5, 1998, МКПП,ADR. Камаз
| Спасибо: |
| Получено: 10 Отправлено: 13 |
показал автомеханик эту приблуду. выполнял ей хон на автовазе. носом ткнул что бы не участками конил а равномерно на гильзе чугонной показал как. раз 5 повторил не в коем случае не держать на одно месте только равномерно. показал как размер выставить. там 2 регулировочных и одна стопорная гайка. кстати немного неточно написал. подпружинены не сами абразивы а ножки на которых они держутся.
| Спасибо: |
| Получено: 2,148 Отправлено: 89 |
Святослав48, зачем изобретать велик?
все давно избито и доказано... каждый должен заниматься своим делом...
Скрытый текст:
#Оживляющий гараж - ремонт и обслуживание VAG, мы в VK тел.8(926)110-9-300 11:00 до 20:00 ежедневно ул Краснобогатырская 2 стр 30 Ремонт АКПП, DSG и двигателей VAG
| Спасибо: |
| Получено: 10 Отправлено: 13 |
дима правильно? я понял о чем мне ребята говорили. что без жесткой фиксации могут образоваться ступеньки либо бочкой. в общем словами ничего не буду отписывать приеду с тулы запишу видео с размерами. а там сами посмотрите и скажете)
--- Добавлено чуть позже ---
просто еще раз повторюсь после прохода этими брусами и после сообщения от игоря и еще товарища( забыл ник) я вызвонил токаря дедка и понесся в гараж. результаты обмера писал выше.
| Спасибо: |
| Получено: 2,148 Отправлено: 89 |
я тут ремень на ауди менял bfb мотор... смотрю метка мимо стоит на пару зубов раньше... клиент жалуется не едет машина, надо сделать нормально
ремень ремнем, метку на колене глянул по ич - дома, открыл кк... на выпуске китайский вал стоит... ну ладно думаю (на вид не изношен, на родном сожрало звезду и заменили на аналог), смотрю на впуск - он при этих метках дома стоит, роликов 16 ... звезда сожрана , но родной...
достаю валы... цепь новая, а вот башмак на китайском фазнике отломили угол пока ставили...ну теперь ясно стало - соответственно перекидывали ремень пока ошибка не ушла по синхронизации ...
меняю звезду на впускном валу и достаю ориг выпуск для сравнения (профиль кулачка насторожил) ... собственно не зря... разница в подьеме клапана два мм - вал от атмо мотора...
считаем нормальный вариант с новыми запчастями для сборки гбц... клиент говорит Ой-пляяяяя
итог достаем с полки валы и звезды, башмак из помойки , новые сальники и прокладки ... и ауди уезжает копить на гидрики, натяжитель цепи, и другие многочисленные неисправности с нолем в 93-й группе...
не буду говорить сколько заплатил предыдущий хозяин этого автомобиля за то (прошлое) вмешательство в гбц... но после него он решил продать такую машину...
и это происходит сплошь и рядом с моторами из разряда "велосипед" c 1.4 цепными вообще цирк... люди берутся менять цепь за копейки... потом три варианта, либо цена возрастает в процессе ремонта, либо не меняют вовсе оценив "удобство"... либо просто убивают мотор в процессе попытки замены цепи...
--- Добавлено чуть позже ---
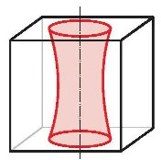
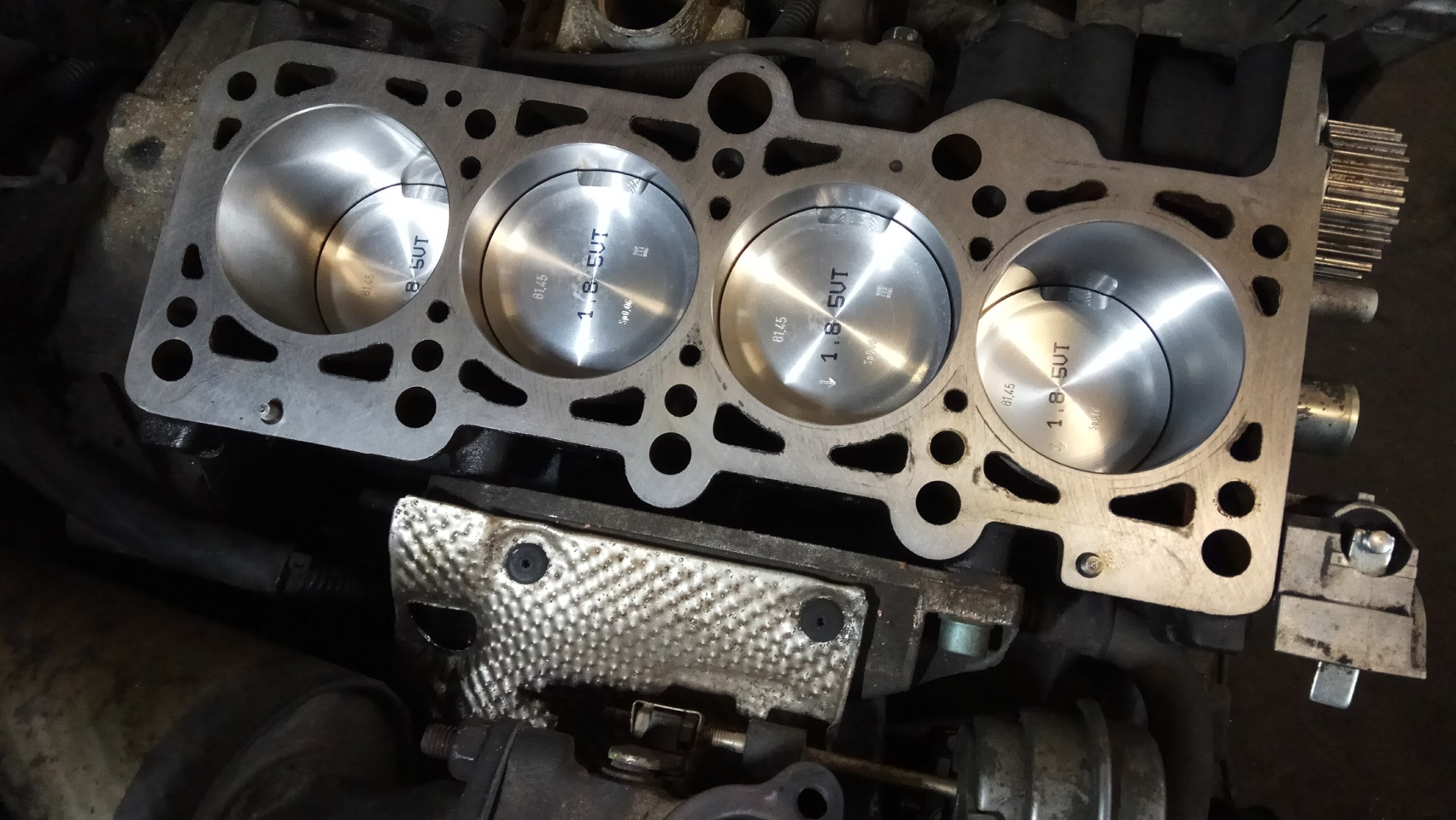
для оценки хона сушествует специальный прибор который способен отобразить микрорельеф поверхности (шероховатости)... но в данном случае по фото видно царапины в основном в плоскости цилиндра ... ни о какой плосковершинной сетке с углом в 60 градусов не может быть и речи...
--- Добавлено чуть позже ---
стоит он примерно как пассат б5 в наши дни...
#Оживляющий гараж - ремонт и обслуживание VAG, мы в VK тел.8(926)110-9-300 11:00 до 20:00 ежедневно ул Краснобогатырская 2 стр 30 Ремонт АКПП, DSG и двигателей VAG
| Спасибо: |
| Получено: 10 Отправлено: 13 |
вопрос тут не в цене. запчасти покупаю я нормальные. а не китай. китай уже стоял блин... вопрос в том кому отдавать на ремонт) у нас с этим туго. очень туго... сам подумай если адекватно размеры только 1 из 4 снял то про что другое говорить... наточат так что убить захочешь...
--- Добавлено чуть позже ---
вот именно от этого и все опасения. не за кривость хона мной нанесенного... я говорил уже что порогов не будет. эту чудо приблуду я выставлял на 81.51 (81,50) и равномерно катал на низких оборотах по цилиндру... опасения вызывает у меня 3 котел где был задир и снял на сотку больше. и гбц. гарантия гарантией то раз в год и палка стреляет
--- Добавлено чуть позже ---
| Спасибо: |
| Получено: 2,148 Отправлено: 89 |
Есть же транспортная, кто мешает отправить блок с новыми поршнями? Цена вопроса 10-ка и получаешь точно расточеный блок с заводским хоном... Остаётся только собрать
#Оживляющий гараж - ремонт и обслуживание VAG, мы в VK тел.8(926)110-9-300 11:00 до 20:00 ежедневно ул Краснобогатырская 2 стр 30 Ремонт АКПП, DSG и двигателей VAG
| Спасибо: |
| Получено: 2,148 Отправлено: 89 |
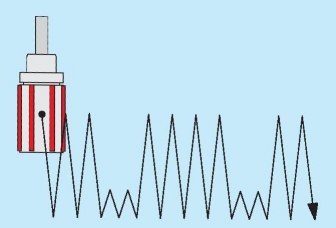
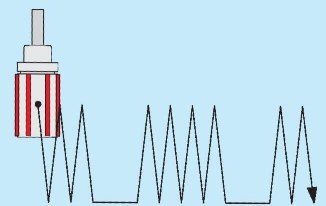
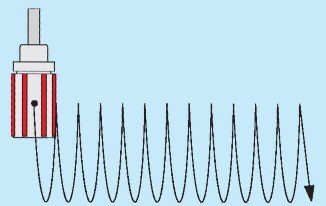
Плосковершинный хон на фото выглядит так
#Оживляющий гараж - ремонт и обслуживание VAG, мы в VK тел.8(926)110-9-300 11:00 до 20:00 ежедневно ул Краснобогатырская 2 стр 30 Ремонт АКПП, DSG и двигателей VAG
| Спасибо: |
| Получено: 4,029 Отправлено: 7,778 |
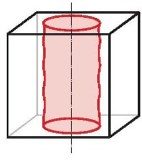
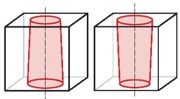
Нет. Станок обеспечивает равномерное нанесение сетки хона. Руками надо повторить то, что делает станок. Чуть задержал шуруповерт внизу/вверху цилиндра и вместо сетки получатся кольцевые канавки вместо ромбиков сетки. От равномерности нанесения сетки канавок хона зависит насколько равномерно будут притираться трущиеся поверхности колец и стенок цилиндра. Ну в статье, которую Дима выложил все подробно расписано.
А ручной хон можно сделать плохо, и как результат сокращение ресурса и даже возможны поломки.
А может и нормально получится. Заводская конечно лучше.
Passat B5, 1998, МКПП,AHL С УВАЖЕНИМ, ВАСИЛИЙ.Добавить подпись- КАБИНЕТ-МОИ НАСТРОЙКИ-РЕДАКТИРОВАТЬ ПОДПИСЬ.
| Спасибо: |
| Получено: 3,468 Отправлено: 4,292 |
читаю всю тему...
не пойму одного, зачем это всё рукоблудство? когда можно просто замерить, отправить на расточку как надо и потом просто собрать... сейчас можно хоть с Владика в Калининград отправить за приемлемую цену.
это все выйдет гораздо дешевле чем покупка инструмента, трата времени и, как тут делается вручную, избежания неровности и прочих дефектов
или я что-то не понимаю?
свой дополнительный блок буду сам разбирать, смотреть, мыть и собирать, заодно отдеффектую, как и голову, но это просто для души
| Спасибо: |
| Получено: 4,029 Отправлено: 7,778 |
Passat B5, 1998, МКПП,AHL С УВАЖЕНИМ, ВАСИЛИЙ.Добавить подпись- КАБИНЕТ-МОИ НАСТРОЙКИ-РЕДАКТИРОВАТЬ ПОДПИСЬ.
 Ваши права
Ваши права


 Ответить с цитированием
Ответить с цитированием