0




| Спасибо: |
| Получено: 2,958 Отправлено: 1,834 |
Репортаж Drom.ru с запуска завода двигателей Volkswagen. Техника на грани изящества
Сравнивать заводы Volkswagen по выпуску автомобилей и моторов для них не совсем корректно. Автомобильное производство априори крупнее и масштабнее, тогда как новый завод двигателей — по сути, большой цех на огромной территории сборочного предприятия немецкой марки. Микроавтобус-шаттл от главной проходной добрых пять минут петляет между разными корпусами и площадками, прежде чем останавливается у стеклянного фасада нового производства. А ведь действительно — получается завод внутри завода. Маленький, но завод.
В 2012-м году председатель правления Volkswagen AG д-р Мартин Винтеркорн и губернатор Калужской области Анатолий Артамонов подписали соглашение о строительстве нового завода. Первый камень заложили уже в декабре. За три года в строительство было инвестировано около 250 млн евро. Производственная мощность — порядка 150 тыс. двигателей в год, или около 600 моторов в день.
Пока на новом предприятии делают только один двигатель: 1,6-литровый четырехцилиндровый атмосферник семейства EA-211. Именно этот мотор вот уже несколько месяцев устанавливают на производимые в Нижнем Новгороде седаны VW Jetta, лифтбеки Skoda Octavia и кроссоверы Skoda Yeti. Совсем недавно новый двигатель получил собираемый в Калуге лифтбек Skoda Rapid, а вслед за ним и рестайлинговый седан VW Polo. Именно эти два автомобиля встречали гостей у входа в новый завод.
Что же это за мотор?
На первый взгляд — самый что ни на есть обычный. Характеристики вполне себе заурядные: четыре цилиндра, 1,6 литра рабочего объема, распределенный впрыск и 110 л.с. развиваемой мощности. Среди достоинств называют увеличенный до 13,5–15 градусов наклон мотора (это способствует более компактному размещению в подкапотном пространстве), его «разворот» (теперь двигатель располагается впускным коллектором вперед), унификация производства (семейство EA-211 состоит из более десятка двигателей с рабочим объемом от 1,0 до 1,6 литра, не менее трети из которых — турбомоторы TSI) и упрощение конструкции. Но, как оказалось, не все так просто.
В разрезе вроде бы все привычно: алюминиевые блок и головка, пластиковый впускной коллектор, ременной привод ГРМ, распределенный впрыск… Но вот и первая особенность: интегрированный в головку выпускной коллектор с жидкостным охлаждением, что дает ускорение прогрева двигателя при низких температурах (идущий по малому кругу антифриз, проходя через «рубашку» коллектора, быстрее прогревает двигатель после холодного запуска). Это же решение способствует снижению температуры выхлопных газов и улучшению экологических показателей двигателя.
Водяной насос и термостаты также расположены на торце головки и имеют отдельный привод зубчатым ремнем от одного из распредвалов. Этот ремень, как и ремень ГРМ, кстати, заявлен не требующим замены в течение всего срока службы двигателей. Однако при «допросе с пристрастием» технический директор компании Виталий Нахтигаль признался, что на самом деле не регламентирован только интервал замены: необходимость данной операции должна определяться после осмотра узла во время плановых ТО. Чтобы продлить срок службы ремня, применена новая конструкция защиты от внешних факторов (по сути, ремень работает в полностью закрытом пространстве, а для контроля за его состоянием предусмотрена небольшая крышка над шестернями распредвалов).
Но больше всего внимания было уделено оптимизации конструкции «железа». Иными словами — облегчению мотора. О том, насколько из-за новой конструкции выпускного коллектора стала тяжелее головка, не сообщили (хотя отказ от отдельной детали коллектора наверняка дал суммарный выигрыш в весе). Зато алюминиевый блок цилиндров облегчился на 0,4 кг, а коленвал — сразу на 3,49 кг: если на предыдущем моторе масса коленвала составляла 12,35 кг, то на новом — всего 8,86 кг. Остается надеяться, что немецкий металл (а именно оттуда сегодня поступают на завод заготовки коленвала) по-прежнему крепок и надежен.
Оптимизации подверглись и другие элементы моторного «железа». Шатуны, к примеру, облегчились на 25%. А для некоторых рынков предусмотрена установка цельнолитого алюминиевого поддона двигателя с интегрированным опорным кронштейном компрессора кондиционера и местом крепления масляного фильтра. Правда, в Калуге будут производить двигатели с комбинированной конструкцией поддона: нижняя его часть сделана стальной — менее чувствительной к случайным ударам и проще заменяемой.
Даже в системе смазки не все просто. На нижней части блока двигателя спереди установлен дополнительный масляный сапун (на схеме — выделен зеленым), призванный «успокаивать» стекающее в картер масло и предупреждать образование масляной пены в поддоне при высоких оборотах работы двигателя. Над ним расположился масляный радиатор.
По словам Виталия Нахтигаля, новый атмосферник EA-211 прошел специальную адаптацию для российских условий. В частности, системы впуска и питания (коллектор, топливная рампа, форсунки и др.) рассчитаны для запуска при температуре до -36ºС. Некоторые из операций по обслуживанию требуются только при необходимости, а не по регламенту. Сам мотор способен работать и на 92-м бензине (хотя номинально предусмотрен 95-й), а его ресурс составляет не менее 200–250 тыс. км. Более точных данных Нахтигаль не привел, сказав только, что один из тестовых двигателей успешно прошел 300 тысяч.
А что же представляет собой сам завод?
Общая площадь моторного производства — 32 тыс. м². По факту — совсем немного: весь «цех» можно легко обойти за пять минут и увидеть все его производственные линии. Причем здесь, помимо собственно производства, располагаются еще и две лаборатории: чистоты и качества. В первой осуществляется тестирование основных узлов и деталей двигателя для контроля качества механической обработки. Здесь проверяют коленвал, головки и блоки двигателей, а также поступающие от поставщиков заготовки.
В измерительной лаборатории проверяются формы и свойства поверхностей и структуры деталей. Кстати, установленное на заводе оборудование позволяет обрабатывать детали с точностью до одного микрона.
Здесь же нашлось место и для тренинг-центра. Первоначальная квалификация будущих рабочих не важна, так как людей учат специфике и навыкам работы именно на этом заводе. Обучение длится в среднем около недели. Сотрудникам прививают не только навыки работы с оборудованием, но и культуру производства: в частности, случайно упавшие детали уже нельзя использовать для сборки мотора, а все резьбовые соединения производятся только с применением специнструмента с фиксированным моментом затяжки. Каких-то специализаций для рабочих нет: любой из них может встать на любое место у сборочного конвейера.
Рядом с лабораториями и тренинг-центром расположены производственные фильтры.
Но вернемся в цех. Собственных литейных производств на заводе нет, но здесь производится обработка поступающих от поставщиков заготовок. В частности, заготовки коленвала, как уже говорилось, прибывают из Германии (локализация по ним запланирована на середину 2017 года), а на заводе их закаливают и шлифуют. На фото — установка, где это происходит.
Заготовки для блоков цилиндров первоначально привозили из Польши, однако уже в октябре компания Nemak начнет поставлять их со своего предприятия в Ульяновске.
Еще одна автоматизированная линия — для обработки блока. С помощью специального инструмента производится трехэтапное хонингование цилиндров: предварительное, чистовое и окончательное, до гладкого состояния. Точность — от 0,03 мм при предварительной и до 0,005 мм при окончательной обработках. Ресурс каждого рабочего инструмента — до 30 тыс. произведенных деталей.
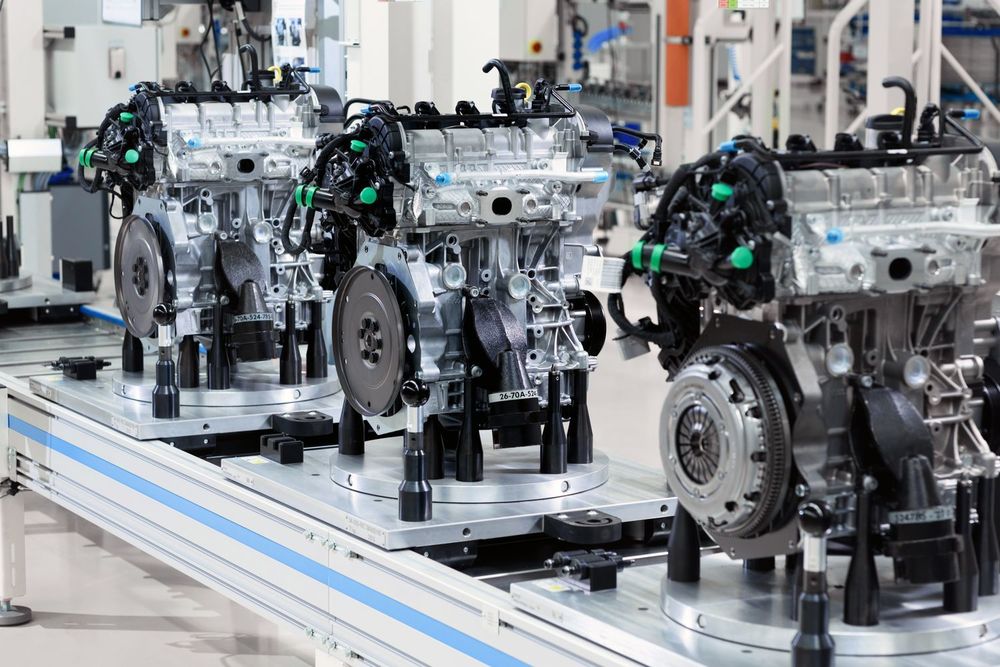
Окончательная сборка двигателей проходит на монтажной линии. Здесь голый блок цилиндров обрастает всеми остальными деталями — начиная от элементов цилиндро-поршневой группы и заканчивая установкой навесного оборудования.
Здесь же производится разрыв заготовок шатунов для установки вкладышей. Детали помечают цветными маркерами и помещают в соответствующие ложементы на стенде. Сборка производится строго по соответствующим частям каждой из деталей (иначе они просто не сойдутся друг с другом).
Как вам изящность и миниатюрность деталей цилиндро-поршневой группы? Прошли те времена, когда поршень был весьма увесистой деталью.
Кстати, несмотря на кажущуюся идентичность двигателей, их сборка также производится по индивидуальной спецификации: для агрегатирования с механической или автоматической коробкой. На конвейере двигатели под АКПП можно опознать на финальном участке, где видно, что на части моторов вместо маховика и корзины сцепления установлена простенькая круглая обойма.
Завершающий этап сборки, на котором производится проверка каждого из двигателей «горячим тестом», нам, к сожалению, не показали. Впрочем, сомневаться, что новые моторы проходят его успешно, не приходится. Вопрос только в том, насколько хорошо современные силовые агрегаты, сделанные по принципу максимального упрощения и облегчения, будут проходить тесты российскими реалиями? Ведь, как сообщили представители Volkswagen, на вторичный рынок официальных поставок запчастей для этих двигателей иначе как в виде крупноузловых комплектов (узлов в сборе) для дилерских сетей не предусматривается…
Фотобонус
Camry 2016
 Ваши права
Ваши права













































 Ответить с цитированием
Ответить с цитированием